
ПОВЫШЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ПРОЧНОСТИ МЕТАЛЛА ПУТЕМ ПРИМЕНЕНИЯ МОДИФИКАТОРОВ ПРИ НАПЛАВКЕ |
30-01-2024 |
Образцы представляют собой две пластины, тщательно очищенные и плотно подогнанные друг к другу.
При испытании образцов выбраны следующие режимы наплавки: сила тока 1 = 170— 180 А; напряжение тока ТТД = 26--28 А; скорость наплавки V„.= 15 м/час при постоянном токе и обратной полярности.
За критерий оценки технологической прочности принимается максимальная скорость (Амм/мин) принудительной деформации захватов установки, при которой в наплавке возникают трещины.
После наплавки испытанные образцы извлекают из захватов установки и осматривают под микроскопом при X 5 + 30. Образцы, не имеющие поверхностных трещин, разрушаются по стыку. О наличии трещин свидетельствует зона окисленной поверхности излома.
Продолжительность работы механизма растяжения равнялась 10 сек, что соответствовало времени нахождения металла шва в температурном интервале хрупкости для изучаемого сплава. Испытания проводились в пятикратной повторности для каждой скорости деформации.
Основываясь на опыте промышленного восстановления и данных, приведенных в литературе , можно заключить, что углерод является одним из основных элементов, определяющих такие важные служебные свойства сталей, как закаливаемость, износостойкость, прочность. Из анализа технических условий на изготовление автотракторных деталей видно, что большинство из них изготавливаются из стали 45 и стали 40Х и после термической обработки имеют достаточно высокие показатели работоспособности.
Следовательно, для обеспечения необходимой работоспособности наплавленных деталей из среднеуглеродистых сталей следует стремиться к сокращению содержания углерода в наплаз-
ленном металле до пределов, соответствующих классу этих сталей, с тем чтобы после соответствующей термической обработки полупить на восстановленных поверхностях необходимый комплекс служебных свойств.
Поэтому для исследований в качестве базовой наплавки был взят широко применяемый технологический вариант (флюс АН-348А, проволока Нп-80) при восстановлении ответственных автотракторных деталей.

- Приспособленности систем
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
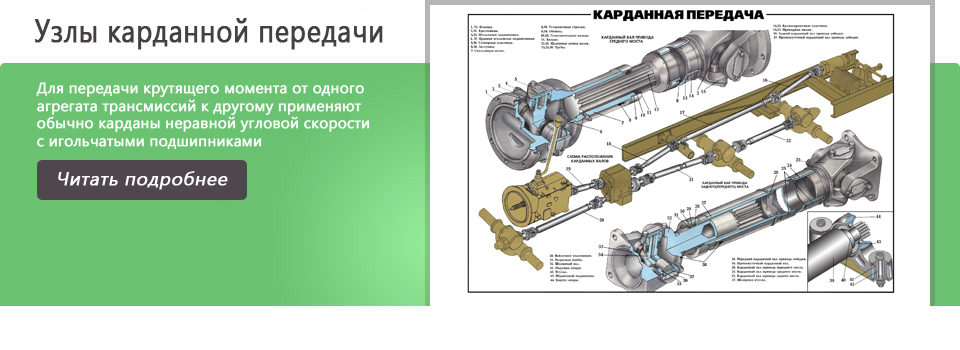
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.