
СБОРКА УЗЛОВ И АГРЕГАТОВ И ИХ ИСПЫТАНИЕ |
03-04-2024 |
Сборка конических шестерен
Для того чтобы получить правильное зацепление конических шестерен, должна быть обеспечена правильность пересечения их осей.
Боковой зазор между зубьями конических шестерен главной передачи проверяется индикатором, как показано на фиг. 70. Удерживая
ведущую шестерню от проворачивания, покачивают ведомую шестерню в обе стороны в пределах бокового зазора между зубьями и по отклонению стрелки индикатора определяют величину зазора. У автомобиля ЗИЛ150 этот зазор должен быть в пределах 0,2—0,4 мм.
Для проверки правильности зацепления конических шестерен рабочие поверхности двух смежных зубьев ведомой шестерни покрывают
тонким слоем краски средней густоты и, проворачивая ведущую шестерню в одну и другую стороны, получают отпечатки на боковых поверхностях зуба ведущей шестерни, по которым и судят о правильности зацепления.
На фиг. 71 показаны отпечатки на зубьях ведущей шестерни, которые желательно получить в результате регулировки конической зубчатой передачи.
В случае получения неправильного контакта, о чем можно судить по характеру отпечатка, необходимо добиться его улучшения регулировкой зацепления.
Для осевого перемещения ведущей шестерни заднего моста автомобиля, имеющего двойной редуктор, необходимо изменять количество и толщину прокладок между стаканом подшипников ведущей шестерни и картером редуктора.
Осевое перемещение ведомой шестерни редуктора осуществляется за счет перекладывания прокладок изпод крышки одного бокового подшипника под крышку другого. Количество и общую толщину прокладок при этом не изменяют, чтобы не нарушалась регулировка конических роликовых подшипников ведомой шестерни.
Регулировка зацепления конической передачи заднего моста, не имеющего двойного редуктора, производится после сборки и установки дифференциала.


- Приспособленности систем
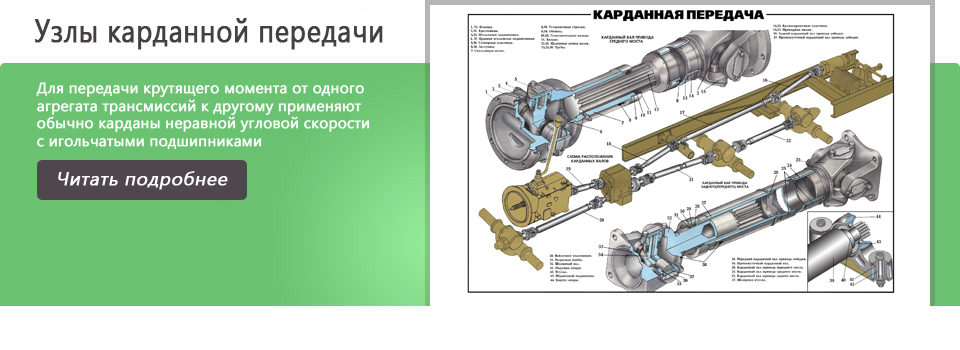
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.