
ТЕХНОЛОГИЯ КОНТАКТНО-КОНДЕНСАТОРНОЙ НАВАРКИ СТАЛЬНЫХ ЛЕНТ |
01-02-2024 |
Усилие сжатия электродов является одним из важнейших параметров конденсаторной сварки. Кроме того, усилия сжатия являются механическим фактором, определяющим степень пластической деформации и ее зону, оно влияет на контактные и собственные сопротивления, от которых зависит распределение и интенсивность источников тепла при прохождении сварочного тока.
Практически при выборе режимов наварки оптимальное значение усилия давления верхнего ролика (усилия сжатия) подбиралось для интервалов толщин — 0,25 + 0,30 и 0,30 + 0,35 мм. Это облегчало разработку режимов. Зависимость прочности сцепления осд наваренного металла с основным от усилия давления верхнего ролика Рэ при постоянных разряжающихся емкостях конденсаторов Ср и коэффициента трансформации Кт показана на рис. 2.
Таким образом, оптимальными условиями давления ролика при указанных параметрах следует считать 36 кг, 32 кг и 30 кг для лент из стали 70С2ХА, 2X13 и XI811 ЮТ. При этом максимальная прочность сцепления находилась в пределах 32+ 44 кг/мм2. Следует отметить, что эти величины прочности несколько ниже тех, которые получены другими исследователями при аналогичных испытаниях прочности сцепления вибродуговых наплавок (60,6+ 73,2 кг/мм2).
Образцы из нормализованной стали 45 испытывались на усталостную прочность по схеме кругового изгиба консольно закрепленного образца. Иопытывались образцы в исходном состоянии (без наварки) и образцы меньшего диаметра, наваренные на оптимальном режиме и проточенные до того же диаметра. Дополнительной термической обработке после сварки образцы не подвергались. Предел выносливости исходных образцов (из основного металла)—21,8 кг/мм2, наваренных — 18,8 кг/мм2 при наварке ленты из стали 70С2ХА и 16,8 кг/мм2 для ленты из стали
2X13 и Х18Н10Т, что составляет 86% и 77% исходного. Незначительное понижение усталостной прочности (на 14 + 23%) в сравнении с вибродуговой наплавкой, где оно достигает 37,5% , объясняется небольшим температурным влиянием и кратковременностью процесса сварки (0,0005 с).
Полученные при указанных параметрах режимов контактно-конденсаторной наварки легированных стальных лент механические характеристики сцепления наращенного слоя и усталостной прочности наваренных образцов позволяют сделать вывод о целесообразности использования легированных стальных лент при контактно-конденсаторной наварке для восстановления изношенных поверхностей деталей машин.
12 |


- Приспособленности систем
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
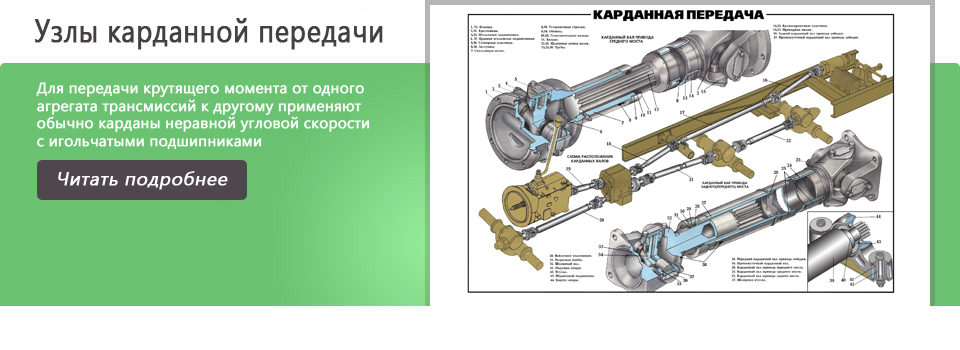
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.