
ТЕРМИЧЕСКИЙ ЦИКЛ ПРИ УЛЬТРАЗВУКОВОМ УПРОЧНЕНИИ ОБРАЗЦОВ ИЗ СТАЛИ |
01-02-2024 |
По данным измерений строился тарировочпый график. Относительная погрешность измерений в опытах не превышала 5%. .
Для сравнительного экспериментального измерения температуры использовались два варианта процесса ультразвукового упрочнения:
а) обкатывание образца подвижным инструментом, вибрирующим с частотой УЗК (шаром 0 10 мм из закаленной стали ШХ15 НРС 60-62);
б) выглаживание неподвижным инструменшм, вибрирующим с частотой УЗК (полусферическим наконечником радиусом 5 мм из твердого сплава Т15К6).
Изменение температуры осуществлялось при поочередном варьировании параметров режима УЗУ: статического усилия Рст = 5-т-100 кгс, скорости вращения образца VH =0-ь50 м/мин и числа проходов инструмента i = l—5. Резонансная частота колебаний инструмента составляла f = 22,8 кгц, двойная амплитуда смещений инструмента поддерживалась на максимальном уровне в пределах 2А=40-ь50 мкм. Упрочнение производилось без продольной подачи инструмента методом единичной канавки. Результаты экспериментов показаны на рис. 2 (а и б). Максимальная температура точек поверхности образца при изменении статического усилия не превышала 200° С при упрочнении неподвижным инструментом (кривая 1) и 80°С — подвижным (кривая 2).
Дальнейшее увеличение статического усилия (более 100 кгс) исследовать не представлялось возможным в связи с тем, что нарушалась вибрация инструмента.
Как видно из рис. 26, скорость обработки влияет на температуру. При скорости, близкой к нулю, максимальная температура в зоне контакта инструмента с поверхностью образца достигает 330° С при упрочнении неподвижным инструментом, а в случае подвижного инструмента она не превышает 150° С.
Таким образом, процесс УЗУ не сопровождается значительным нагревом поверхности детали, способным повлиять на структурные превращения металла.
Выводы
1. Разработана методика и приспособление, позволяющие с достаточной точностью определять температуру в поверхностном слое при УЗУ деталей.
2. При исследованных вариантах УЗУ тепло, возникающее в зоне деформации, не может оказывать существенного влияния на механические свойства металла деталей

- Приспособленности систем
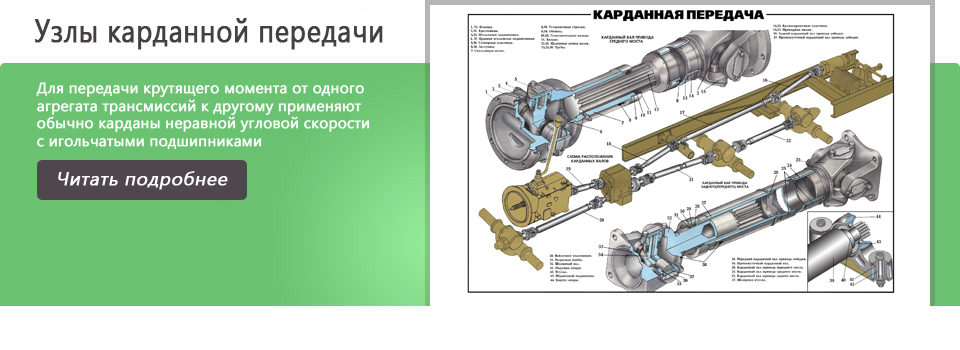
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.