
О ВОЗМОЖНОСТИ СНИЖЕНИЯ ЗАЗОРА СОПРЯЖЕНИЯ ПОРШЕНЬ-ЦИЛИНДР |
12-01-2024 |
Диаметральный зазор определялся как сумма радиальных зазоров противостоящих датчиков. Якорем, изменяющим индуктивное сопротивление рабочей катушки, служили установленные на поршне пластины из стали ЭАА ГОСТ 3836-47. Пластины устанавливались в пазы поршня, крепились болтами из такой же стали и обрабатывались совместно с поршнем.
Одновременно на ленту осциллографа фиксировалось показание четырех датчиков, индикаторная диаграмма, отметчики ВМТ и времени.
На рис. 2 представлены результаты расчета монтажных и рабочих зазоров, а также замеренные на режимах п—1700 об/мин, Ре =8 и 0 кг/см2. Как видно из сопоставления рабочих расчетных и действительных зазоров, они удовлетворительно совпадают. Зазор между цилиндро - конической юбкой поршня и цилиндром на режиме п == 1700 об/мин, Рс == 8 кг/см2 у кромки поршня изменяется от 0,11 до 0,15 мм, а у верхнего маслосъемного кольца — от 0,14 до 0,16 мм. Зазор между опытным поршнем и цилиндром на том же режиме у кромки поршня составляет 0,31—0,33 мм и 0,56—0,59 мм у верхнего маслосъемного кольца.
Снижение нагрузочного режима приводит к увеличению зазора. На режиме п= 1700 об/мин, Ре = 0 вг/см2 зазор между ци-линдро-коническим поршнем и цилиндром составляет у кромки поршня 0,12—0,14 мм, а у верхнего маслосъемного кольца 0,20— 0,22 мм. Зазор между опытным поршнем и цилиндром составляет у кромки поршня 0,32—0,36 мм и 0,62—0,66 мм у верхнего маслосъемного кольца.
Профиль образующей цилипдро-коничеокой юбки на режиме максимальной мощности имеет форму, близкую к прямолинейной, поршень опытный имеет вогнутую форму. После работы на цилиндро-коцическом поршне имеются на большой части поверхности юбки следы приработки, что свидетельствует о хорошем контакте юбки с цилиндром.
Образующая опытного поршня имеет на всех режимах вогнутую форму, и следы приработки находятся в узких зонах у верхнего маслосъемного кольца и кромки поршня.
Выводы
1. Сравнение расчетных и замеренных зазоров показывает, что в месте наименьшей деформации поршня и цилиндра зазор поршень-цилиндр можно рассчитать, если исходить только из свободного теплового расширения сопрягаемых деталей.
2. Коническая форма юбки в холодном состоянии при работе принимает корсетообразную форму и контактирует с цилиндром по узким зонам.
3. Профилированием юбки поршня с учетом тепловой и механической деформации поршня и цилиндра можно значительно снизить зазор поршень-цилиндр и обеспечить контактирование юбки с цилиндром по большей поверхности.
12 |

- Приспособленности систем
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
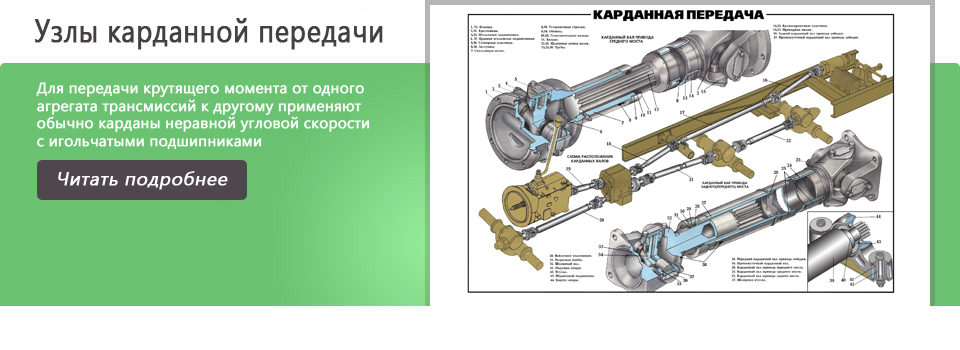
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.