
Пайка твердыми припоями |
02-04-2024 |
Твердыми припоями называются припои, температура плавления которых выше 500° С.
Эти припои обеспечивают высокую прочность соединения деталей спайкой (предел прочности при растяжении 25—40 кг/мм2).
Пайку твердыми припоями применяют в тех случаях, когда стремятся получить прочное соединение, выдерживающее высокую температуру.
Наиболее широкое применение имеют следующие твердые припои: медноцинковые (латунные), серебряные и алюминиевые.
Медноцинковые припои представляют собой сплавы меди с цинком в различной пропорции. Они применяются для пайки деталей из меди, бронзы, латуни, чугуна и стали.
В табл. 43 приведен химический состав и назначение медноцинковых припоев.
Серебряные припои имеют большую текучесть в расплавленном состоянии, чем медноцинковые, и поэтому применяются при более сложных паяльных работах, а также в тех случаях, когда необходимо обеспечить высокую прочность, коррозийную стойкость и хорошую электропроводность соединения. Однако серебряные припои стоят сравнительно дорого и поэтому имеют ограниченное применение.
В табл. 44 приведены химический состав и назначение серебряных припоев.
Алюминиевые припои представляют собой сплавы алюминия, меди и кремния в различных пропорциях и применяются для пайки деталей из алюминиевых сплавов. В табл. 45 приведен химический состав и температура плавления алюминиевых припоев.
При пайке твердыми припоями для удаления окислов с поверхностей спайки и предохранения этих поверхностей от окисления в процессе пайки применяют различные флюсы.
Флюс подбирают таким образом, чтобы температура, при которой он активно воздействует на окислы, была несколько ниже температуры плавления припоя.
Для пайки алюминия и его сплавов применяются специальные флюсы. Наибольшее распространение получил флюс марки 34А.
Состав этого флюса: 25—35% LiCl; 8—15% ZnCl; 8—12% KF; остальное—КС1.
Последнее время при пайке алюминия и его сплавов успешно применяется ультразвук. Применение ультразвука позволяет вести пайку без флюса. Под действием импульсов ультразвука происходит разрушение пленки окислов. В результате совместного действия импульсов звука и нагрева обеспечивается качественное соединение частей деталей.
Пайка осуществляется при помощи ультразвукового паяльника, в котором специальное устройство создает ультразвуковые колебания частотой от 16 до 30 кгц.
Детали из серого чугуна трудно поддаются пайке. Это объясняется тем, что на его поверхности имеются мельчайшие чешуйки графита, препятствующие соединению припоя с основным металлом детали.
12 |


- Приспособленности систем
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
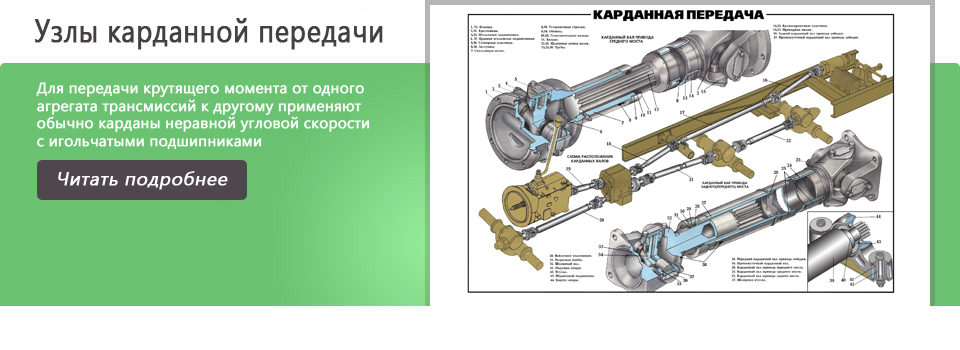
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.