
О ВОЗМОЖНОСТИ СНИЖЕНИЯ ЗАЗОРА СОПРЯЖЕНИЯ ПОРШЕНЬ-ЦИЛИНДР |
10-07-2024 |
Одним из путей дальнейшего повышения надежности и экономичности двигателей внутреннего сгорания является совершенствование цилиндро-поршневой группы в направлении обеспечения минимального и равномерного зазора между юбкой поршня и цилиндром.
Назначение форм поршней и зазоров производят на основании опыта эксплуатации существующих двигателей: выбирают наиболее простые в технологическом отношении формы юбки цилиндрические или конические в холодном состоянии.
Исследованиями доказано, что такие формы юбок не обеспечивают равномерного зазора, так как в рабочем состоянии они принимают корсетообразную форму.
Нашими исследованиями установлено, что деформация цилиндра от механических сил незначительна и ею можно пренебречь при выборе зазоров и формы поршня. Деформация поршня от действия газовых сил происходит в зоне бобышек на высоте 45—50 мм от верхнего малосъемного кольца. Остальная часть юбки практически не деформируется.
Если исключить влияние газовых сил на изменение зазоров путем создания холодильников, то расчет формы поршня можно производить, исходя только из свободной тепловой деформации поршня и цилиндра.
Наиболее равномерный зазор в рабочем состоянии обеспечивает цилиндрическая юбка, а минимальный зазор в сопряжении поршень-цилиндр необходимо выбирать при положении поршня в нижней мертвой точке.
На основании этих предпосылок нами был спроектирован и изготовлен поршень, обеспечивающий зазор 0,12 мм в рабочем состоянии. Поскольку криволинейный профиль юбки можно изготовить только по копиру, криволинейная образующая путем аппроксимации была заменена двумя прямыми, юбка поршня при этом представляет цилиндр на высоте 55 мм с переходом в конус. Зазор в холодном состоянии поршень-цилиндр составил по низу юбки 0,20 мм, а у верхнего маслосъемного кольца — 0,32 мм. В месте наибольшей деформации поршня были выполнены холодильники. Сравниваемый поршень имел овально-коническую форму юбки с зазорами под 90 и 45° к вертикальной плоскости, проходящей через ось поршневого пальца, у низа юбки 0,41—0,47 мм и у верхнего маслосъемного кольца 0,76—0,87.
Для экспериментальной оценки величины зазоров поршень-цилиндр была разработана схема (рис. 1), включающая индуктивный датчик, тензоусилительную станцию ТА-5 и осциллограф Н-105. Индуктивные датчики устанавливались в цилиндр на 221 мм от верхнего торца гильзы под 45 и 90° к вертикальной плоскости, проходящей через ось поршневого пальца, что позволило производить замер зазора по всей длине юбки в месте наименьшего его значения.
12 |

- Приспособленности систем
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
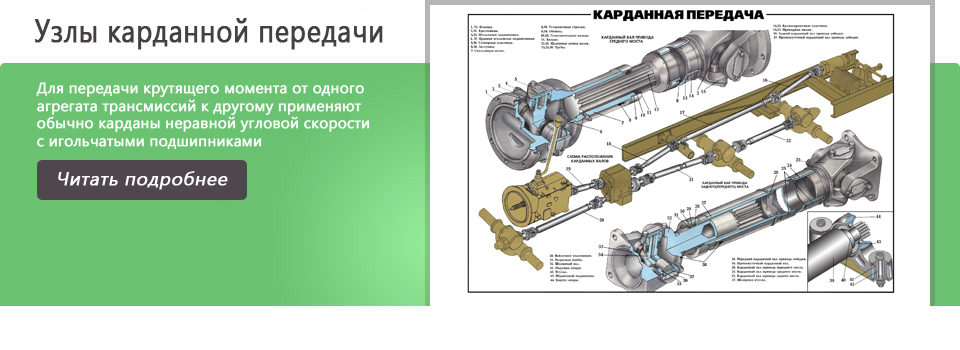
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.