
ПОВЫШЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ПРОЧНОСТИ МЕТАЛЛА ПУТЕМ ПРИМЕНЕНИЯ МОДИФИКАТОРОВ ПРИ НАПЛАВКЕ |
04-08-2024 |
Трещины в наплавленном металле снижают такие параметры работоспособности, как износостойкость и усталостная прочность.
Основной причиной возникновения горячих трещин при наплавке является процесс кристаллизации металла, совпадающий по времени с его деформированием. При оценке качества металла необходимо учитывать и вероятность появления кристаллизационных трещин.
Цель настоящей работы — определение возможности повышения технологической прочности наплавленного металла за счет применения ряда модифицирующих присадок.
Качество наплавки может быть улучшено за счет модифицирования, т. е. за счет введения в жидкую ванну посторонних мелких частиц, которые при охлаждении становятся дополнительными центрами криталлизации, или добавки небольших количеств поверхностно-активных примесей, которые в процессе кристаллизации адсорбируются на границах кристаллов, препятствуя их росту.
Наиболее распространенными модификаторами при сварке и наплавке являются титан, алюминий, ванадий, бор и другие.
В последнее время в черной металлургии и сварке широкое распространение получили в качестве модификаторов редкоземельные металлы .
На основании опыта применения модификаторов при сварке в настоящей работе в качестве модифицирующих присадок была выбраны ферротитан (Ти2), алюминий, полирит и окись иттрия.
Для исследования технологической прочности наплавок нами сконструирована и смонтирована специальная установка на базе токарно-винторезного станка, принцип действия которой аналогичен принципу действия машины ЛТШ-6М , предназначенной для определения количественной оценки технологической прочности металла шва по методике МВТУ .
Форма и размеры образцов для испытаний были выбраны с учетом следующих факторов: максимального приближения металлургических и тепловых условий наплавки образцов к наплавке деталей; необходимости получения на образце температурного поля предельного состояния; надежного и простого закрепления образца в захватах установки; простоты форм образца и удобства работы.
В соответствии с этими условиями исследования проводились на образцах из стали 45 толщиной 16 мм, шириной 40 мм и длиной 100 мм (рис. 1).

- Приспособленности систем
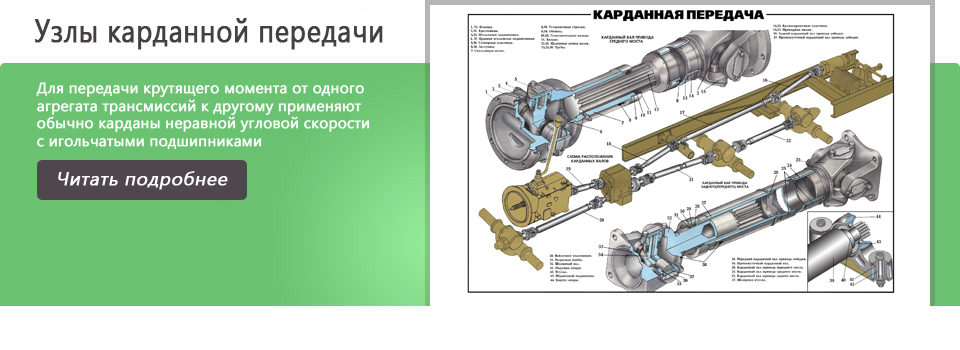
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.