
ИССЛЕДОВАНИЕ УСТАЛОСТНОЙ ПРОЧНОСТИ ОБРАЗЦОВ |
08-08-2024 |
Несмотря на достоинства вибродуговой наплавки, усталостная прочность деталей, восстановленных этим способом, по-прежнему не достигает прочности новых деталей.
Одним из путей повышения усталостной прочности является применение новых наплавочных материалов, в качестве которых могут служить порошковые проволоки, которые находят все более широкое применение в промышленности.
Для усталостных испытаний были взяты порошковые проволоки ПП-1Х14Т-0, ПП-ЗХ5Г2М-0 и ПП-25Х5ФМС-0, дающие после наплавки слой легированной стали высокой твердости (HRC 53--57). При этом исследовалось влияние вибродугоъой наплавки порошковыми проволоками на усталостную прочность образцов из стали 45.
Принятую форму и размер образца выбрали на основании анализа шеек тракторных и автомобильных валов, а также возможностей испытательной машины УМ-4. Диаметр шеек у наплавляемых образцов был равен 47,5 мм. После окончательной механической обработки (шлифования) все образцы имели диаметр 50 мм и радиус галтели 4 мм.
Усталостную прочность образцов, наплавленных вышеупомянутыми марками порошковых проволок, сравнивали между собой, а также с прочностью образцов, наплавленных пружинной проволокой в струе жидкости, закаленных током высокой частоты (т.в.ч.) и с прочностью образцов из стали 45 в состоянии поставки.
Порошковой проволокой сначала наплавляли галтели (при этом наплавочную головку поворачивали на 30° от вертикали). После отбивки шлака наплавляли цилиндрическую часть образца по направлению от галтели к галтеле.
При наплавке пружинной проволокой применяли технологию, предложенную автором работы и обеспечивающую минимальное снижение предела выносливости. По этой технологии наплавку вели от середины шейки к галтели и заканчивали, не доходя до галтели 2 мм. Первый и последний валики наплавляли без охлаждающей жидкости.
Для закалки образцов токами высокой частоты использовали
оборудование и режимы, применяемые при закалке коленчатых валов ГАЗ-51 на ремонтных заводах. Закаленная поверхность отстояла от галтелей на расстоянии 5 мм.
Усталостные испытания по классической схеме с построением кривой Велера очень трудоемкие, поэтому был принят один из ускоренных методов испытания образцов метод Локати, который, по заключению ряда исследователей, дает наибольшую точность .
12 |


- Приспособленности систем
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
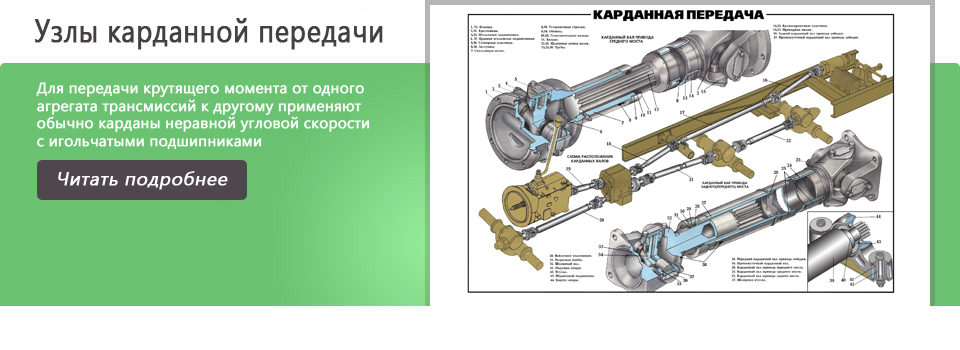
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.