
ИССЛЕДОВАНИЕ ПРОЦЕССА ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИИ ПРИ ПЛАЗМЕННОМ НАПЫЛЕНИИ |
05-05-2024 |
В ремонтном производстве существует ряд способов восстановления изношенных поверхностей. Среди них широко распространен плазменный способ нанесения покрытий. Основным недостатком этого способа является относительно низкая адгезионная и когезионная прочность получаемых покрытий.
В процессе проведения экспериментов по определению скорости частиц, находящихся в плазменной струе, было установлено, что с уменьшением диаметра частиц скорость их полета возрастает . Это существенно влияет на формирование покрытия. В литературе отсутствуют сведения о влиянии диаметра анода плазменной горелки и скорости подачи проволоки на диаметр напыляемых частиц и на их скорость.
Цель настоящей работы — исследовать влияние вышеуказанных факторов на процесс формирования, определяющий адгезионную и когезионную прочность покрытия.
Напыление стальной проволоки марки ЭИ-435 диаметром 1,6 мм производилось на плазменной установке УПУ-3 при следующем режиме: сила тока — 300 а, напряжение — 35 в, расход плазмообразующего газа (аргона) —25 л/мин, рабочее расстояние— 60 мм. Подложка (БРХ-0,8) перед напылением песко-струилась карбидом кремния, а в процессе напыления температура ее не превышала 150° С. Толщина покрытия оставалась во всех случаях постоянной — 0,4 + 0,5 мм. Определение диаметра напыляемых частиц, адгезионной и когезионной прочности напыленного покрытия производили по методикам, приведенным в работах .
В результате исследований установлено, что с увеличением скорости подачи проволоки диаметр напыляемых частиц уменьшается (рис. 1), что, по-видимому, связано с перемещением зоны расплавления проволоки к центру анода плазменной горелки, где максимальные температуры и скорость истечения плазмообразующего газа.
С увеличением диаметра анода величина температурного градиента от стенки анода до центра плазменного шнура уменьшается. Это отражается на размере напыляемых частиц, а значит, и на процессе формирования покрытия. Для диаметра анода 4 мм
с увеличением скорости подачи проволоки диаметр частиц уменьшается от 120 до 50 мкм (рис. 1, кривая 2), а для диаметра анода 6 мм (рис. 1, кривая 1) —от 800 до 100 мкм.
С уменьшением диаметра напыляемых частиц возрастает скорость их полета, которую возможно рассчитать . С увеличением скорости полета частиц увеличивается степень деформации частиц, ударяющихся о напыляемую поверхность, их совместная пластическая деформация, которая приводит к усилению сил схватывания и образования межмолекулярных связей. Так, с уменьшением диаметра напыляемых частиц от 800 до 100 мкм когезионная прочность покрытия (рис. 2, кривая 2) увеличивается от 10 до 35 кг/мм2, а адгезионная прочность —от 15 до 140 кг/см2.
Выводы
1. С увеличением скорости подачи проволоки возрастает скорость полета частиц к подложке, что оказывает положительное влияние на адгезионную и когезионную прочность покрытий.
2. Увеличение скорости полета напыляемых частиц возможно за счет уменьшения внутреннего диаметра или профилирования анода плазменной горелки.


- Приспособленности систем
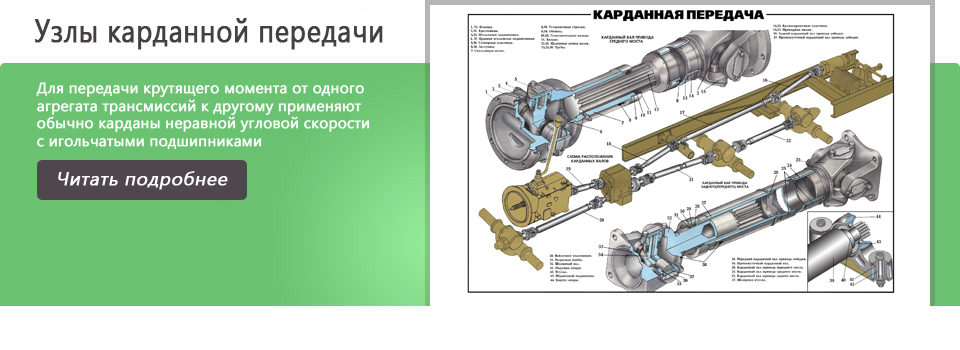
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.