
ИССЛЕДОВАНИЕ УСТАЛОСТНОЙ ПРОЧНОСТИ ОБРАЗЦОВ, НАПЛАВЛЕННЫХ УЛЬТРАЗВУКОВЫМ ИНСТРУМЕНТОМ |
07-08-2024 |
В ремонтном производстве многие изношенные детали восстанавливают электродуговой наплавкой. Однако процесс наплавки связан со значительным термическим влиянием, приводящим к образованию в поверхностном слое металла растягивающих остаточных напряжений, которые снижают усталостную прочность восстанавливаемых деталей .
Последующая механическая обработка наращенных деталей не устраняет вредного воздействия наплавки, а даже наоборот дополнительно снижает усталостную прочность за счет образования на поверхностях деталей различных дефектов (лрижогов, рисок и т. д.).
Изыскание технологических средств для повышения усталостной прочности является актуальной проблемой. Были проведены исследования усталостной прочности образцов, наплавленных и обработанных по различным технологическим вариантам с применением способа поверхностного пластического деформирования — ультразвукового упрочнения.
Сравнительные испытания на усталостную прочность проводились по методике на машине У-20, позволяющей осуществлять изгиб при вращении консольно нагруженных образцов. В соответствии с ГОСТ 2860—65 база испытаний была принята равной 5-106 циклов.
Образцы для испытаний изготовляли точением и шлифованием из нормализованной стали 45. Диаметр испытуемых образцов был равен 20 мм.
Испытывали 4 серии образцов: нормализованные из стали 45 (эталонные); наплавленные под обычным и под легирующим флюсом и наплавленные вибродуговым способом.
Наплавленный слой после механической обработки для всех способов наращивания был равен 0,5 мм. Образцы всех серий были обработаны шлифованием способом врезания абразивным кругом Э9А-25-СТ27-К5 при VKp=30 м/сек; Удет = 20 м/мин и ручной поперечной подаче.
Каждая серия (12 образцов) состояла из упрочненных образцов (6 шт.) и неупрочненных (6 шт.). Наплавленные поверхности образцов упрочнялись вибрирующей с частотой ультразвуковых колебаний твердосплавной пластиной Т15К6 на установке, разработанной на кафедре ремонта машин ЧИМЭСХ .
Эффективность упрочнения наплавленных образцов оценивали коэффициентом повышения усталостной прочности, где предел выносливости наплавленного образца, кг/мм2; c-in.y предел выносливости аналогичного образца после упрочнения, кг/мм2.
Результаты испытаний образцов приведены в табл. 1 и на рис. 1, из которых видно, что все способы наплавки без упрочнения снижают усталостную прочность нормализованной стали 45.
После упрочнения предел выносливости образцов повышается в, зависимости от способа наплавки на 55—67% (кривые 2, 4, 6 рис. 1). Наибольший эффект упрочнения получен на образцах, наплавленных под легирующим флюсом; их усталостная прочность на 67% выше (кривая 6) по сравнению с исходной (кривая 5). В табл. 1 сравниваются величины пределов выносливости наплавленных и эталонных образцов до и после упрочнения с помощью коэффициента повышения предела выносливости.
Выводы
Ультразвуковое упрочнение твердосплавным инструментом позволяет существенно (на 55—67%) повысить усталостную прочность образцов, наплавленных по различным технологическим вариантам.


- Приспособленности систем
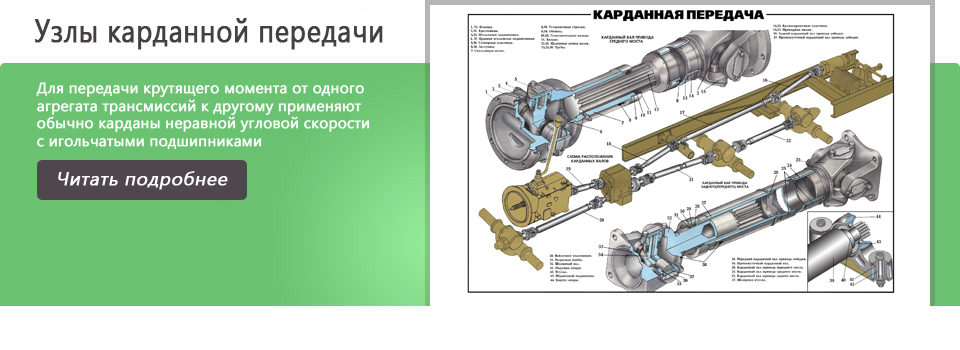
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.