
СБОРКА УЗЛОВ И АГРЕГАТОВ И ИХ ИСПЫТАНИЕ |
05-04-2024 |
Качество поставленных заклепок контролируется обстукиванием их головок молотком и осмотром. Перекосы, наплывы, трещины и разрывы по кромке головок заклепок не допускаются.
На заводахизготовителях применяется бесшумная гидравлическая клепка, которая с успехом может быть применена и на ремонтных предприятиях. При этом способе заклепки обжимаются в холодном виде при помощи специальных гидравлических клепальных машин, что в значительной степени повышает производительность клепки и ее качество.
Сборка соединений с неподвижными посадками
Соединения с неподвижными посадками собираются путем запрессовки одной детали в отверстие другой (например, направляющей втулки клапана в отверстие в блоке цилиндров) или напрессовкой одной детали на другую (например, зубчатого венца на маховик двигателя).
Сборка таких соединений осуществляется при помощи гидравлических и рычажных прессов, специальных приспособлений (например,
запрессовка втулок подшипников распределительного вала в блок цилиндров двигателя), а также вручную при помощи оправки и молотка.
На гидравлических прессах усилие запрессовки контролируется по манометру.
В некоторых случаях сборка неподвижных соединений облегчается путем нагрева охватывающей детали. Таким образом, например, собирается маховик с зубчатым венцом. Зубчатый венец, нагретый в печи до температуры 250—400° С, легко напрессовывается на маховик. После остывания зубчатого венца обеспечивается требуемый натяг в сопряжении.
Как при запрессовке, так и при напрессовке деталей необходимо исключить возможность их перекосов, а также обеспечить равномерное распределение прикладываемого усилия. Это достигается применением различного рода центрирующих оправок и наставок. На фиг. 65 показана напрессовка зубчатого венца на маховик при помощи специальной оправки, обеспечивающей равномерное распределение усилия по всей окружности.
Сборка конусных соединений
Для нормальной работы конусного соединения необходимо, чтобы конусные поверхности плотно прилегали друг к другу и чтобы в процессе эксплуатации была возможность производить подтягивание сопряжения. Последнее обеспечивается за счет зазора, выполняемого, как показано на фиг. 66 (зазор а). Этому требованию, например, должны удовлетворять конусные соединения шаровых пальцев рулевого управления и соединение полуоси со ступицей колеса.
Некоторые конусные соединения для обеспечения герметичности притирают, например, топливные пробковые краны.
 | Смотрите также:  Устройство подъемного механизма приспособленности систем Виды и методы ремонта Типичные закономерности приспособленности Эвакуация легковых автомашин массой до 3 тонн Устройство подъемного механизма приспособленности систем Виды и методы ремонта Типичные закономерности приспособленности Эвакуация легковых автомашин массой до 3 тонн |
- Приспособленности систем
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
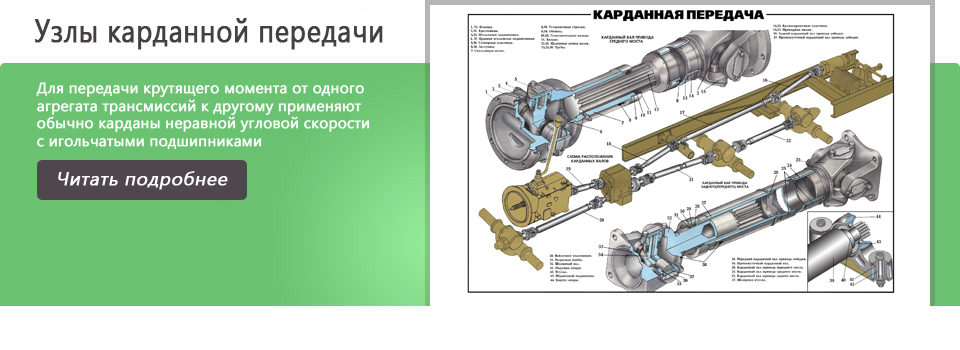
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.